
Guys,
i think i have to decide now that the ride has been dissected.
its a choice now between reboring the block to the next step that is 0.25 rebore or should i go and releeve it with a clinder liner/sleeve?
what are the pros and cons in each step?
ride : 08 model Kimchi SUV Diesel
Cylinder #1 me tama/kamot na anlaki ng uga so no choice but to bring it down.
pls help guys
The Largest Car Forum in the Philippines
- Forums
- Discussions
- Events
- Community
Results 1 to 16 of 16
-
 Tsikoteer
Tsikoteer

- Join Date
- Feb 2006
- Posts
- 771
October 25th, 2015 01:47 PM #1
-
Verified Tsikot Member
- Join Date
- Jul 2015
- Posts
- 198
-
 Tsikoteer
Tsikoteer
- Join Date
- Sep 2013
- Posts
- 2,543
October 25th, 2015 05:32 PM #3TS, resleeving is definitely expensive as it involves reboring several times until the piston ring fits perfectly to brandnew sleeve. ask your trusted mechanic if the cylinder could still be rebored to maximum oversize. another option is to buy brandnew cylinder, less gray hair but it's the most expensive of all. hope it helps
Last edited by kimbon; October 25th, 2015 at 05:46 PM.
-
Tsikoteer
- Join Date
- Feb 2006
- Posts
- 771
October 25th, 2015 07:42 PM #4Yes sir its Korean
I am torn between two choices ,it's either to rebore it to oversize of 0.25 or resleeve it .
Piston and rings are already out of the question since papalitan naman talaga either way kasi one piston was already chipped . So palit na talaga
As I understand kasi, mas lesser yun total cost pag rebore kasi no need for sleeve and bawas charge yun machine shop.
My concern na Lang Siguro is durability between the two since I plan to keep it for another 5 years .
Pls advise bros. thanks
-
 ASE MasterTechnician
ASE MasterTechnician
- Join Date
- Feb 2009
- Posts
- 5,167
-
Tsikoteer
- Join Date
- Feb 2006
- Posts
- 771
October 25th, 2015 08:46 PM #6Its the first Time to be rebored so standard to 0.25 or i resleeve it . You mean the engine block is cast iron sir jick?hmmm not so sure .
Medyo less cost yun direct so na Lang o.25 kasi no need for sleeve just deretso sa rebore/honing na agad
-
Verified Tsikot Member
- Join Date
- Apr 2009
- Posts
- 429
October 25th, 2015 10:55 PM #7if cylinders #2-4 are still within the std bore, I would just re-sleeve cylinder #1 and bore it to std specs. If the OEM sleeve is thick, then probably reboring it to a slightly bigger size is the next best thing to do. but if the OEM sleeve is thin, then i would not advice reboring to bigger size as internal combustion heat can crack the thinned out sleeve overtime
-
Tsikoteer
- Join Date
- Feb 2006
- Posts
- 771
October 25th, 2015 11:43 PM #8hmmmm another option siguro to consider yung ina advise nyo , but liner/sleeve and piston is purchased by set of 4 di ba? so ang masisave ko lang is the machine shop cost of #2~4 cylinders di ba? yung 0.25 rebore i think is still medyo manipis pa naman yun ibbawas sa block di ba? Originally Posted by LN106G
Originally Posted by LN106G

on the point ng power and fuel consumption kaya malaki kaya ang difference?
durability wise kaya pareho lang ang rebore compared to resleeve?
ano magandang brand ng sleeve/liner? or OEM talaga dapat?
-
Tsikoteer
- Join Date
- Feb 2006
- Posts
- 771
October 25th, 2015 11:43 PM #9hmmmm another option siguro to consider yung ina advise nyo , but liner/sleeve and piston is purchased by set of 4 di ba? so ang masisave ko lang is the machine shop cost of #2~4 cylinders di ba? yung 0.25 rebore i think is still medyo manipis pa naman yun ibbawas sa block di ba? Originally Posted by LN106G
on the point ng power and fuel consumption kaya malaki kaya ang difference?
durability wise kaya pareho lang ang rebore compared to resleeve?
ano magandang brand ng sleeve/liner? or OEM talaga dapat?
-
Verified Tsikot Member
- Join Date
- Aug 2013
- Posts
- 475
October 26th, 2015 09:40 AM #10hindi nga lang sa diesel engine sir. Originally Posted by threx666
yung toyota corolla namin (2E engine), nagpa rebore kami (+0.75mm sa std size)
pros:
-perfect fit yung piston rings, hindi masyado kailangang hasain (honing)
-wala yung overheat issue na common sa newly overhauled engine na hindi nag rebore, yung pure honing lang ang ginawa para mag fit yung piston rings
-mas mura magpa rebore kesa magpa re-sleeve (sa re-sleeve kasi, press-in/press-out ng cylinder liner, plus ibo-bore din siya ng kaunti kasi hindi din perfect yung cylinder liner. o baka depende din sa engine (kindly correct me if ii'm wrong)
cons:
-gastos lang
almost 7 years na din nung na overhaul, hanggang ngayon, ok na ok pa din. replacement brand lang ang ginamit namin sa piston rings, conrod bearings, piston set, etc... pero toyota OEM yung overhauling gasket set.
tska kung 0.25mm lang ang irerebore, napaka nipis lang nun
-
Tsikoteer
- Join Date
- Oct 2013
- Posts
- 1,181
-
Tsikoteer
- Join Date
- Jul 2010
- Posts
- 570
October 29th, 2015 10:15 AM #12Much better kung palitan na lahat ng bago cylinder liner.
Not sure yun bawas na 0.25mm ay maka dagdag init sa engine. Kahit may water cooling yun paligid ng mga cylinders.
Since gagamitin mo pa g 5 yrs ay palitan mo ng mga sleeves.
Gastos ko noon rebuild ko sa 4G13 ko ay 1,600 sa 4 pcs made in Japan liner, 3,500 sa machine service kasama na turbo wash ng engine.
-
Tsikoteer
- Join Date
- Jul 2010
- Posts
- 570
October 29th, 2015 10:15 AM #13Much better kung palitan na lahat ng bago cylinder liner.
Sa tinginyun bawas na 0.25mm ay maka dagdag init sa engine. Kahit may water cooling yun paligid ng mga cylinders.
Since gagamitin mo pa ng 5 yrs ay palitan mo ng mga sleeves for peace of mind. Madali masira mga valve seals kung mas mainit ang engine.
Gastos ko noon rebuild ko sa 4G13 ko ay 1,600 sa 4 pcs made in Japan liner, 3,500 sa machine service kasama na turbo wash ng engine.Last edited by Chinoi; October 29th, 2015 at 10:18 AM.
-
Tsikoteer
- Join Date
- Jul 2010
- Posts
- 570
October 29th, 2015 10:41 AM #14Ito yun ginawa sa 4G13 engine ko. Palit cylinder liners at rebore to stock bore size. Pasadong pasado sa compression test. Tumigil yun mausok na tambutso ko na di mahuli huli ng mga mechanic.
Ako pa ang nag DIY rebuild. Yun mismo nag declare na junk engine ko ang pinag mount ko sa kotse ng rebuilt engine.
-
Tsikoteer
- Join Date
- Feb 2006
- Posts
- 771
October 29th, 2015 01:38 PM #15Yes, I decided to resleeve na Lang since i want this car for keeps talaga , new piston rings na Lang
Now awaiting for machine shop then ma mount ,then the waiting game begins ......
-
 Active Tsikoteer...minsan
Active Tsikoteer...minsan
- Join Date
- Dec 2004
- Posts
- 439
March 22nd, 2016 09:30 AM #16What about for open-deck engines, is reboring still an option? With regards to sleeving, it looks like there are dry and wet liners, with differences detailed in the link below. Wet liner conversion looks interesting (used here is Darton's M.I.D. or Modular Integrated Deck sleeves). Anyone know of one done locally, or a shop capable of doing this?
Sleeve Design & Installation | R.E.D. - Race Engine Development
SLEEVE DESIGN & INSTALLATION
A lot of folks call regarding sleeving their engine blocks and are confused about wet vs. dry liners because they dont understand the difference between them. Most aluminum production automotive engine blocks use dry gray iron cylinder liners for the piston and rings to ride on. A dry liner is either cast into or press fit into the aluminum bores of the block. The aluminum bores transfer heat from the liner to the coolant surrounding the aluminum bores. Some engines have wet liners, the Ferrari being one example. The Darton MID sleeves convert what were dry liner blocks to wet liner. A wet liner is in direct contact with the cooling water. It is self supporting and does not rely on the aluminum casting to keep it round. For that reason it is much thicker wall and can be made thicker to hold more cylinder pressure. Wet liners have the added advantage of being easier to replace should one get damaged in service.

Notice the cooling grooves in the MID liner to increase the surface area, and the o-ring grooves in the lower section to prevent coolant loss to the crankcase. The basic design is typical of any wet sleeve as used in diesel tractor, bus, truck and train engines.
The MID sleeve has a feature added to the typical wet sleeve, the coolant groove with transfer holes through the sleeve flange. The sleeve flange itself supports the sleeve at the top thereby converting an open deck block to a closed deck. This design keeps the sleeve much rounder in service than a free standing sleeve either as cast in an open deck block or a replacement liner keeping the open deck design.
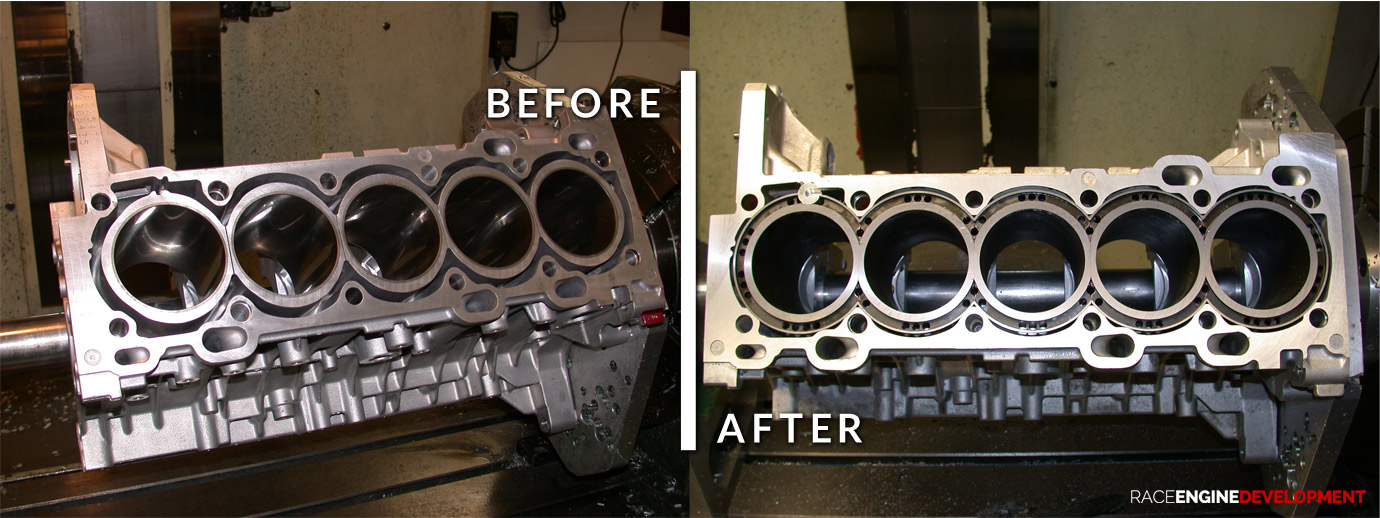
Here are before and after photos of an S60 Volvo engine block. Stock production/MID wet sleeve conversion. You can clearly see the free standing unsupported cylinders in the production block compared to the MID sleeves which close off the gap between the cylinders and outer block wall thereby supporting the upper cylinder wall.
Now that I have explained something about the sleeves, I should add something regarding the material used to make the sleeves, either wet or dry. Both are made from the same strength ductile iron base material. The sleeves are spun cast (molten iron is poured into a spinning mold) one at a time to remove impurities and provide a denser casting. The ductile iron material is roughly four times stronger (135,000 lbs tensile strength) than a gray iron liner used in a typical production casting or after market repair sleeve. Not only is the material of higher tensile strength, but ductile as well as in its name. That means it will bend a considerable amount before it breaks. A gray iron sleeve offers little ductility and will shatter when its strength limit is exceeded. Darton makes 100% of the sleeves used by all the NHRA top fuel and funny car teams because they have the best material and finished product available.
What is required in the way of equipment and experience to correctly sleeve a block?
You need a CNC bed mill or machining center large enough to fixture the intended block to be sleeved. The machine must have flood coolant for thermal stability of the block casting from beginning to end of the machining process. An aluminum engine block casting machined dry will expand during the machining process due to heat generated from the friction during machining. The expansion will make it impossible to hold the required tolerances for a successful sleeve installation.
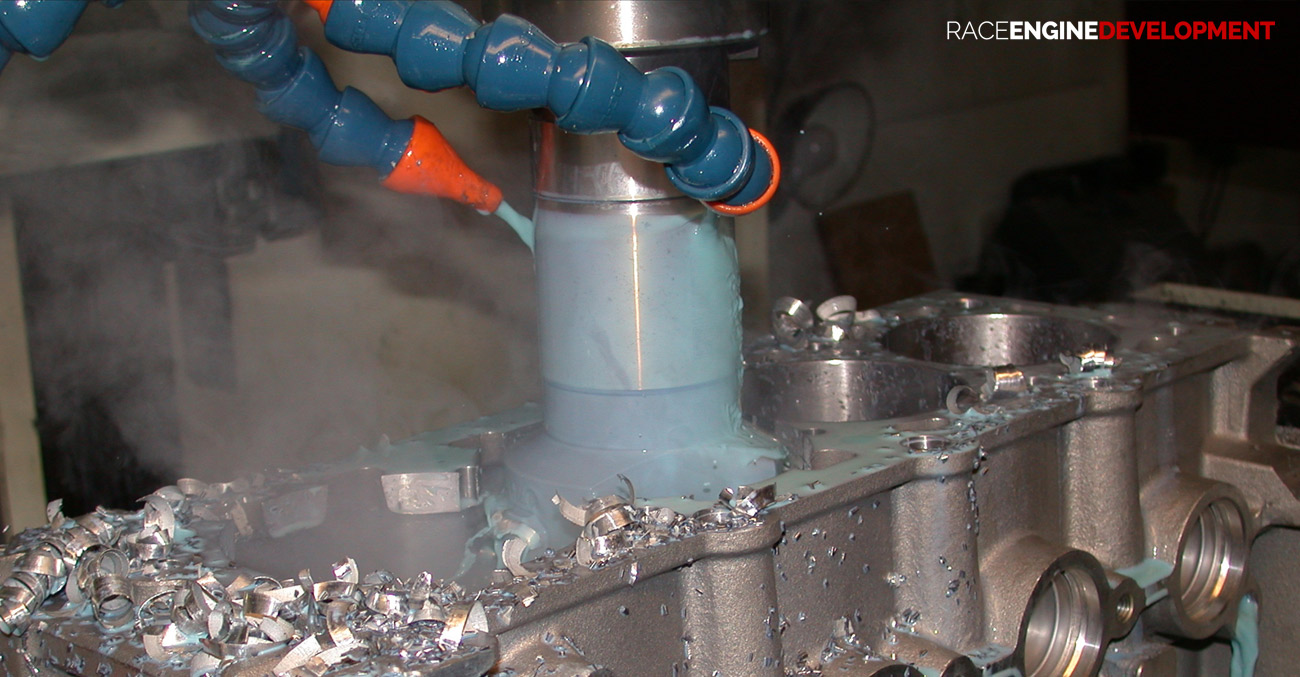
Here is a photo of a Ford 5.4 GT 40 casting being roughed out for MID sleeve installation. You can see the coolant vapor as the coolant is doing its job of taking the heat out of the casting during machining.
The bore center to center tolerance for MID sleeve block machining is +- .0005″ or half a thousandth of an inch. The bore diameters where the sleeve fits into the lower block casting is +-.00025″ or a quarter of a thousandth of an inch. The CNC must be well maintained and equipped with only the best boring heads, I use Kaiser, to enable duplication of sizes from bore to bore and bank to bank. Failure to hold tolerance will result in bores going out of round and tapered in service. You cant seal piston rings to make power with an out of round or tapered bore.
Flood coolant will minimize the stresses induced into the casting during machining. Stress will be induced regardless and new castings have inherent stress in the casting. If these stress forces are not reduced, the casting will warp in service and the result can be cylinder walls going out of round .004″ to .005″ which is obviously not a desirable situation. So what I do is to first rough out the casting, then remove the casting from the CNC and use vibratory stress relief to eliminate as much of the inherent or induced stress as possible before finish machining is done for sleeve installation. I use a Formula 62 Vibratory Stress Relief machine made by Stress Relief Engineering to accomplish this task.
This machine will vibrate the block at the natural harmonic frequency of the casting. According to the manufacturer, this is the best method to reduce stress. This machine is used by many well known manufacturers including Boeing, General Motors, Alcoa and a long list of others. Here is a link to Stress Relief Engineering for more information on the reasons for stress relief and how this is accomplished with their equipment: Vibratory Stress Relief Equipment :: Formula 62

After stress relief the block is set up on the CNC for final machining to size for sleeve installation. The sleeves are measured for size, sizes may vary slightly in a set, and the block is bored to a specific size to properly fit each sleeve. Thats why one needs a very good boring head as the size may have to be adjusted from hole to hole to get the correct size for that particular sleeve. There is no close enough here. Im not happy unless things come out perfect.
When the machine work to install the sleeves is finished, the block is deburred and cleaned for sleeve installation. The sleeves are not pressed into the block, thats a no-no. There is a specific clearance that is used else the sleeves will distort or the block casting will crack between the bores. The correct procedure was developed here. Still some folks seem to think they know better than the folks who designed the sleeves and hold the patent. This results in failure of the engine at worst and poor performance or leaking at best. I have fixed or replaced dozens of blocks for folks through the years who had their blocks machined at the wrong.
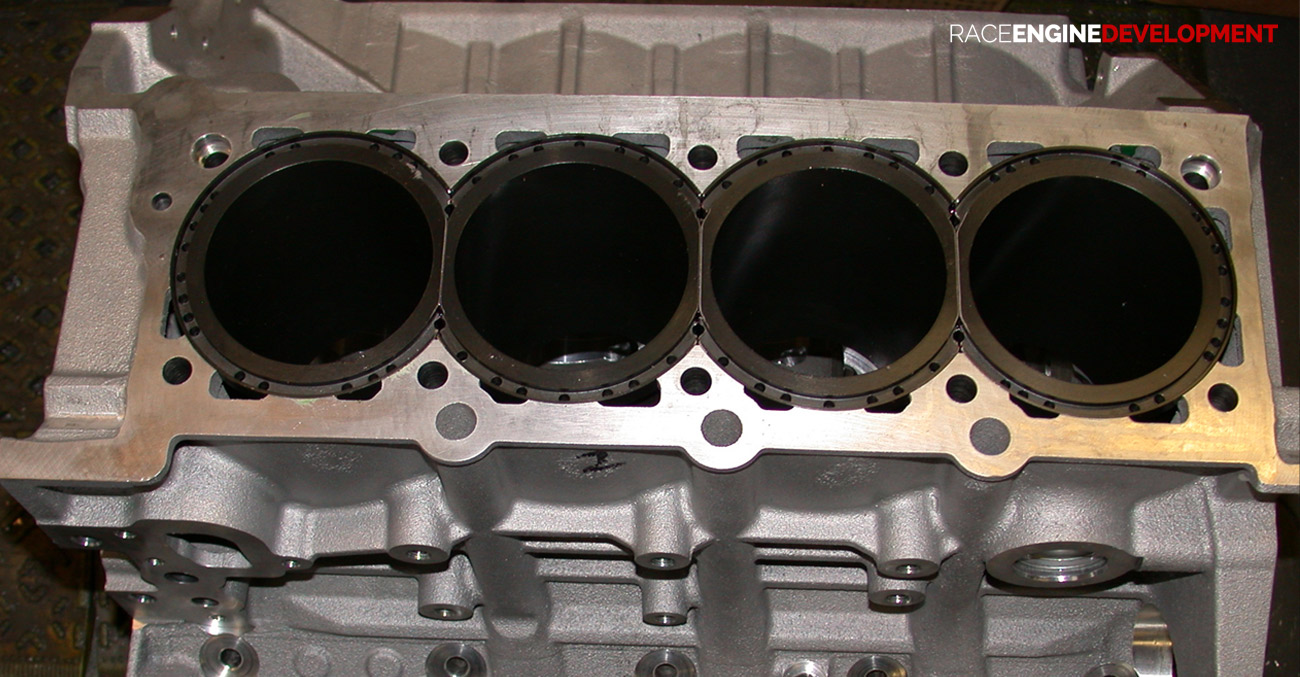
Here is a photo of the block fitted with MID sleeves prior to decking and finish boring. The block will be stress relieved one more time with sleeves installed prior to decking and finish boring. The final stress relief will reduce the minimal stress induced during the finish machining process as well as the any stress in the sleeves themselves.

 Reply With Quote
Reply With Quote